Copyright HGLaser Engineering Co,.Ltd. All Rights Reserver.
レーザ切断機に対する異なる金属材料の要求
2023-02-162174
普通炭素鋼のレーザー切断
99%を超える鉄含有量を有する低炭素鋼は、酸素溶融レーザー切断に適している。鉄の酸化反応は大量の熱を発生し、レーザのエネルギー需要を低減することができる。また、酸素は酸化反応による酸化鉄層を介して溶融材料に自由に入ることができる。酸化物スラグの粘度が低いため、気流に吹き飛ばされやすい。したがって、レーザ切断低炭素鋼は高速で平滑な切断を有する。
ステンレスのレーザー切断
高圧窒素ガスは通常ステンレス鋼を切断するために用いられる。レーザーエネルギーが高く、切り口が白く、明るく、酸化せず、変色せず、バリが少ない。酸素切断を使用すると、同じ電力で速度が速くなりますが、切断は酸化されて黒くなります。ステンレス鋼が異なるクロムまたはニッケル成分を含むことを考慮すると、異なるタイプのステンレス鋼は異なる切削パラメータを必要とする可能性があり、効果も異なる。
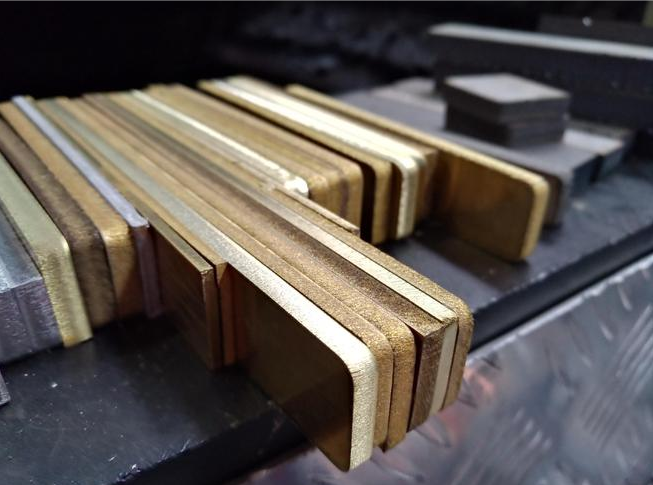
レーザ切断銅材料
銅はアルミニウムによく似ている。黄銅はレーザーに対して高い反射率を持っているが、赤(紫)銅は酸素を吹き込む必要があり、よりよく切断することができる。背面にはザラザラした縁があり、剃りやすい。
アルミニウム材料のレーザー切断
レーザ光に対するアルミニウム及びその合金の高い反射率のため、より高いエネルギーを使用して切断する必要がある。切断には空気または窒素を使用することができます。切り口は相対的に白いが、空気と窒素ガスで切断された裏面には少量の泡毛があるが、容易に除去できる。
ニッケル合金のレーザー切断
ニッケル合金のレーザー切断はステンレス鋼の切断と似ているが、ニッケルを溶融する高粘度のため、スラグは切断スリットの裏面に付着しやすく、バリが発生しやすい。通常、酸素で切断するのが望ましい。
チタン及びその合金のレーザー切断
酸素切断はチタンの酸化反応が大量の熱エネルギーを放出するため、激しい反応を起こす。スピードは速いが、切り口の過度なやけどを招きやすい。一般的には、エアカットを使用します。背面には少量のスラグがありますが、切断効果をクリアしたり制御したりするのは簡単です。窒素切断は酸化汚染の問題を減らすこともできるが、切断の熱効果は材料の機械的財産を容易に変えることができる。
HGTECH:HGTECHについては、中国のレーザー工業応用の先駆者であり、世界のレーザー加工ソリューションの権威あるプロバイダでもある。我々はレーザースマートマシン、測定と自動化生産ライン、スマート工場の建設を全面的に配置し、スマート製造に全体的なソリューションを提供している。
あなたも興味があるかもしれません:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
