Copyright HGLaser Engineering Co,.Ltd. All Rights Reserver.
板金をレーザーで切断するときに「オーバーヒート」しない方法
2022-11-142300
板金切断にとって、レーザー技術はすでに成熟した効率的な生産方法となり、世界各地に何千もの切断システムがある。
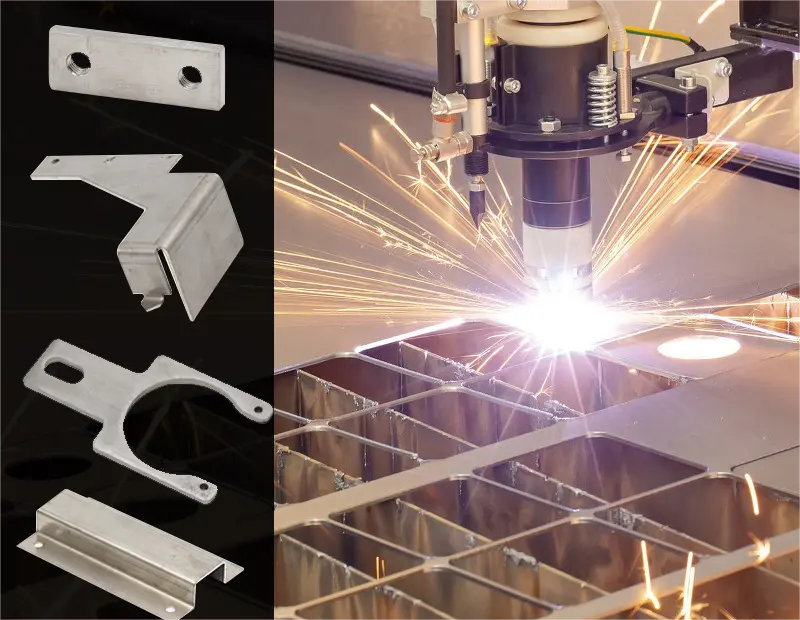
しかし、板金レーザーカッターは動作中に大量の熱を発生し、通常は切断断面に沿って板金内部に熱が拡散します。レーザ切断機は小孔の加工において、孔の外側は十分な冷却が得られるが、単孔の内側の小孔部分は拡散可能空間が小さく、熱拡散が開かずに集中しすぎて過焼、スラグ掛けなどを引き起こす。
また、厚板切断時には、穿孔中に発生する表面に堆積した溶融金属及び厚板切断に必要な高熱蓄積が補助ガスを乱し、熱増加を招き、過焼現象の発生を引き起こす。
今日は板金レーザー切断中に過焼現象が発生しないようにする方法をご紹介します。
1、冷却点を追加するか、ループカット機能を使用する
尖った角を持つ板材を切断する場合、過熱が発生しやすい位置は尖った角にあることが多く、過熱すると尖った角を円形に切断することができる。この場合、尖った角に冷却点を追加し、尖った角に停止し、息を吹きかけることができ、過熱現象を効果的に回避することができる。
あるいはリングカット機能を採用して、尖った角のところで速度が遅いことによる熱の過大による過焼現象を回避することができる。
2、高出力レーザを使用する
炭素鋼を切断する際には、より高出力レーザを使用することができ、光沢面切断技術を採用することで、過熱を効果的に回避することができ、この切断技術はバリがなく、切断面が明るい完成品を切断することができる。高出力は過熱現象を効果的に回避することができる。
3、窒素ガスによる切断
酸素を補助ガスとする板金切断では、窒素ガスを用いた切断に切り替えることができる。窒素ガス切断時に材料はレーザーエネルギーによって完全に溶融し、窒素ガスと板金自体が容易に化学反応を起こさない。
融点領域の温度は相対的に低く、窒素ガスの冷却、保護作用を加えて、反応は安定し、均一で、切断品質は高い。断面はきめ細かく滑らかで、表面粗さが低く、しかも酸化層がない。
4、気圧を大きくする
レーザーカッターを用いてアルミニウム合金及びステンレス鋼を加工する際に使用される補助ガスは窒素ガス又は空気であり、切断中に焼付きが発生することはないが、小孔内側材料の温度が高いため、内側のスラグ掛け現象が比較的頻繁になる。この場合、補助ガスの圧力を大きくすることでバリやスラグを減らすことができる。
HGTECH:HGTECHについては、中国のレーザー工業応用の先駆者であり、世界のレーザー加工ソリューションの権威あるプロバイダでもある。我々はレーザー知能機器、測定と自動化生産ライン及び知能工場の建設を全面的に配置し、知能製造に全体的なソリューションを提供した。
あなたも興味があるかもしれません:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
