Copyright HGLaser Engineering Co,.Ltd. All Rights Reserver.
高品質切断のプロセス最適化
2022-10-082038
光ファイバレーザ切断機の利点は多く、例えば切断精度が高く、スリットが狭く、切断面が滑らかで、効率が高いなどである。光ファイバレーザ切断機を使用することは、安全で環境に優しい点でさらに顕著な利点がある。今後の動向では、光ファイバレーザを用いた切断機が主流になるだろう。
切断速度
切断速度が速いことはレーザー切断の利点の1つであるが、切断速度は速いほど良いわけではなく、レーザーパワーが一定の場合、切断された板材に応じて適切な切断速度を選択する必要があり、切断面の模様を美しくし、良質な切断ワークを得ることができ、以下の方法で切断速度が適切かどうかを判断し、切断速度を調整することができる。
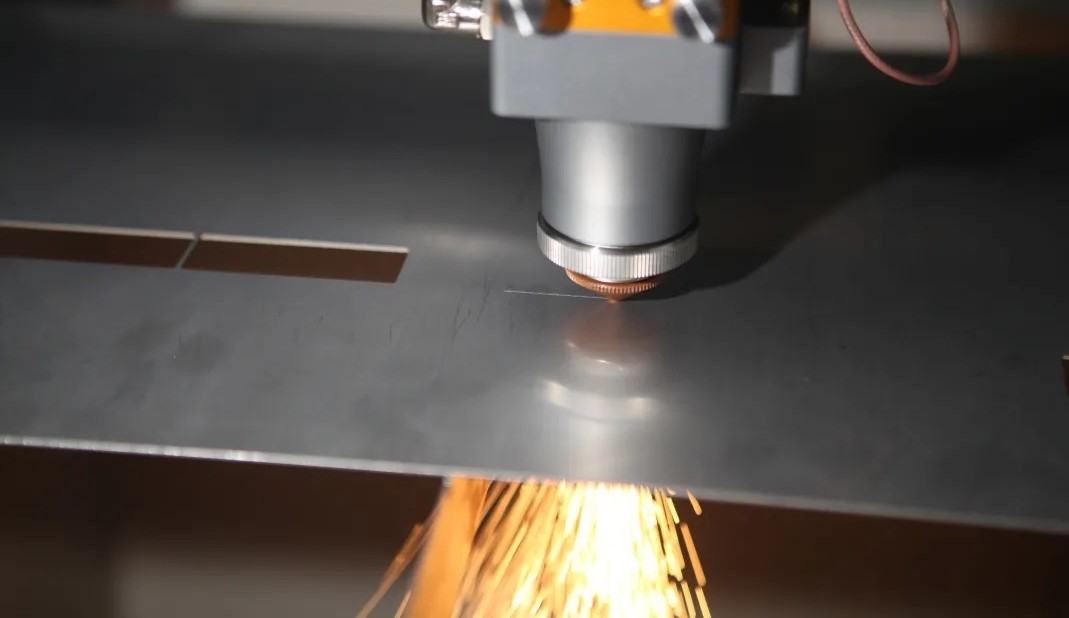
1.切断火花を観察する。切断速度が適切な場合、切断火花は上下により均一に拡散する。切断速度が速すぎると、切断火花が傾きます。切断速度が遅すぎると、切断火花が集まって拡散せず、少なくなります。
2.切断板材を観察する。切断速度が適切な場合、切断面は比較的滑らかな線を呈し、下半部にスラグの発生はない。切断速度が速すぎると、切断できなくなり、火花が散乱する可能性があります。一部の領域は切り取ることができ、一部の領域は切り取ることができない、切断断面は斜線を呈し、下半分にスラグが発生した。切断速度が遅すぎると、溶融しすぎて切断断面が粗くなり、スリットが広くなります。
ノズルとノズルの高さ
ノズルは光束と補助ガス通路として、ノズルの形状、孔径及びノズル高さは切断の効果に影響を与える。ノズルは主にガス拡散面積と大きさを制御し、切断品質を制御する。スラグなどの異物の跳ね返りを防ぎ、ノズルを通してレンズを汚染する。一般的に、薄板を切断する際のピントずれ量が小さく、小口径のノズルを選択する、一方、厚板を切断する際に必要な割目が大きく、スポットが大きく、大口径のノズルを選択した。
ノズルは単層と二層に分けられ、単層レーザーノズルは溶融切断に用いられ、すなわち窒素ガスを補助ガスとし、ステンレス鋼とアルミニウム板などを切断する、二層レーザーノズルは一般に酸化切断に用いられ、すなわち酸素を補助ガスとして用い、炭素鋼を切断するために用いられる。
ノズル高さ、すなわちノズル出口とワーク表面との間の距離。切断時、この高さは通常0.3 mm-0.8 mmに設定され、低すぎるとノズルがワーク表面に衝突しやすくなり、高すぎると補助ガスの濃度と圧力が低下し、切断品質が低下します。穿孔を行う際には、発生したスラグがレンズに逆さまになるのを防止するために、ノズルの高さを適切に持ち上げることができる。
焦点位置
切断の実際のゼロ焦点を確認した後、実際の切断中に、切断面の効果がより良い切断ワークを得るために適切な焦点位置を設定する必要があります。
1.ゼロ焦点距離:ワークの表面に焦点を当て、薄い板材を切断するのに適している。
2.負焦点距離:焦点はワークの表面の下にあり、一般的にワークの厚さの1/2-2/3にあるため、平滑面の範囲が大きく、スリットはゼロ焦点距離の幅より広くなる。
3.正焦点距離:焦点はワークの上面にあり、一般的に厚板炭素鋼の切断に適している(厚板は大きなスリットを必要とし、同時に焦点が負であると炭素鋼の過焼を招く)。
ほごガスあつ
補助ガス圧力の大きさは光ファイバレーザ切断機の切断効果にも影響し、気圧を調整し、切断の効果も改善することができる。
気圧不足:ガス圧力不足時に切断によるスラグを除去できず、貫通しにくく、切断面にスラグを発生させる;切断速度も速くならず、切断の効率に影響を与える。一般的には、高速で薄板を切断する際には、切欠き裏面にスラグが付着するのを防ぐために高い気圧が必要である。一方、材料が厚い場合や切断速度が遅い場合には、空気圧を適切に下げることができる。
気圧が高すぎる:ガス圧を増加させることで切断速度をある程度高めることができるが、過剰な気圧はかえって切断速度を低下させる。高圧下では、ガス流速が速すぎると冷却効果が増強され、ビームエネルギーの集束が妨げられ、切断品質と効率が低下するためである。また、気圧が高すぎると切断面が太く割目が広いことがあります。
小結
優れた切断設備を選び、切断前の検査をしました。レーザー切断時のプロセスパラメータは、切断時に実際の状況に応じて調整しなければならず、具体的な応用においては状況に応じて最適な切断パラメータを選択しなければならない。生産における切断プロセスの最適化は、長期的な安定性とリードを維持するための重要な手段でもあります。
あなたも興味があるかもしれません:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
