Copyright HGLaser Engineering Co,.Ltd. All Rights Reserver.
レーザー溶接技術はどれらがありますか
2022-07-271953
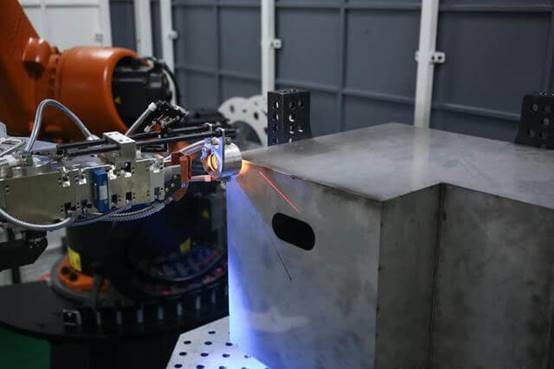
1、レーザー自己溶融溶接
レーザ溶接は、レーザビームの優れた指向性や高出力密度などの特性を利用して動作し、光学系によってレーザビームを小さな領域に集束させ、極めて短い時間で被溶接箇所にエネルギーが集中する熱源領域を形成させ、被溶接物を溶融させて強固な溶接点と溶接ビードを形成する。華工科学技術レーザー溶接:深さ幅比が大きい、高速高精度、熱入力が小さく、変形が小さい、非接触溶接磁場の影響を受けず、真空引きする必要がなく、各種溶接機器工場に適している。
2、レーザーフィラー溶接
レーザフィラー溶接とは、溶接ビードに予め特定の溶接材料を充填した後、レーザ照射で溶融したり、レーザ照射と同時に溶接材料を充填して溶接継手を形成する方法である。レーザーフィラー溶接は非フィラー溶接に比べて、ワークの加工組立要求に厳しい問題を解決した、より小さな電力溶接を実現することができ、より厚い比較的大きな部品を溶接することができる、フィラー成分を調整することにより、溶接領域の組織性能を制御することができる。
3、レーザー飛行溶接
遠隔レーザ溶接とは、高速走査振動レンズを用いて長作動距離加工を行うレーザ溶接方法のことである。その位置決め精度が高く、時間が短く、溶接速度が速く、効率が高い、溶接治具と干渉しない、光学レンズの汚染が少ない、任意の形状溶接をカスタマイズして構造強度などを最適化することができます。一般的な溶接はガス保護がなく、スパッタが大きい。車体カバーなどの薄い高強度鋼板、亜鉛めっき鋼板などの製品に使用されることが多い。
4、レーザーろう付け
レーザ発生器が発するレーザビームはワイヤ表面に集束して加熱し、ワイヤを熱融解(母材未融解)させて母材を湿らせ、継手隙間を充填し、母材と結合し、溶接ビードを形成して良好な接続を実現する
5、レーザー揺動溶接
溶接ヘッド内部の反射レンズの揺動により、レーザー揺動を制御して溶融池を攪拌し、溶融池からの気体の溢れ出しを促進し、結晶粒を細分化する。同時に、レーザ溶接による原料ギャップへの感受性を低下させることもできる。特にアルミニウム合金、銅及び異種材料の溶接に適している。
6、レーザーアーク複合溶接
レーザー−アーク複合溶接は2種類の物理的性質、エネルギー輸送メカニズムが全く異なるレーザーとアーク熱源を複合し、全く新しい高効率の熱源を形成した。華工レーザー複合溶接の特徴:1、レーザー溶接に比べて、ブリッジ能力が増強され、組織を改善する。2、アーク溶接に比べて、変形が小さく、溶接速度が高く、溶融深さが大きい。3、各熱源の長さを兼ねてそれぞれの不足を補い、1+1>2。
あなたも興味があるかもしれません:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
