Copyright HGLaser Engineering Co,.Ltd. All Rights Reserver.
レーザー溶接アプリケーションの市場分析-リチウム電池
2022-07-111907
リチウムイオン電池は、比エネルギーが高く、サイクル寿命が長く、自己放電が少なく、メモリー効果や汚染がないという利点があるため、さまざまな電子機器や車両に広く使用されています。
パワーバッテリーとは、電気自動車に使用されるバッテリーのことで、小容量のバッテリーに比べて容量と出力が大きく、大規模なモバイル電源用途の電気自動車の駆動電力と二次バッテリーに使用できます。リチウムイオン電池や電池パックの製造工程は多く、防爆弁シール溶接、タブ溶接、ソフトコネクション溶接、ヘルメットスポット溶接、電池シェルシール溶接、モジュール溶接、パック溶接など多くの工程があります。レーザー溶接は最良のプロセスです。パワーバッテリーの溶接に使用される材料は、主に純銅、アルミニウム、アルミニウム合金、およびステンレス鋼です。
1.バッテリー防爆バルブ溶接
バッテリーの防爆バルブは、バッテリーシールプレート上の薄肉バルブ本体であり、バッテリーの内圧が規定値を超えると、バッテリーの破裂を防ぐために防爆バルブ本体が破裂します。安全弁は独創的な構造であり、このプロセスはレーザー溶接プロセスに非常に厳しい要件があります。連続レーザー溶接を使用する前は、バッテリー防爆バルブの溶接はパルスレーザー溶接で行われ、溶接スポットと溶接スポットを重ねて覆うことで連続シール溶接を実現しましたが、溶接効率が低く、シールパフォーマンスは比較的低かった。連続レーザー溶接により、高速・高品質な溶接が可能になり、溶接安定性、溶接効率、歩留まりが保証されます。
2.バッテリータブ溶接
タブは通常3つの材料に分かれています。電池の正極はアルミニウム材料を使用し、負極はニッケル材料または銅ニッケルメッキ材料を使用しています。パワーバッテリーの製造プロセスでは、リンクの1つは、バッテリーのタブとポールを溶接することです。二次電池の製造では、別のアルミニウム製安全弁と溶接する必要があります。溶接では、タブとポールを確実に接続するだけでなく、溶接シームを滑らかで美しくする必要があります。
3.バッテリーポールのスポット溶接
バッテリーポールストリップに使用される材料には、純アルミニウムストリップ、ニッケルストリップ、アルミニウム-ニッケル複合ストリップ、および少量の銅ストリップが含まれます。バッテリーポールストリップの溶接は、一般的にパルス溶接機を使用します。レーザーの継続的な最適化と革新により、バッテリーポールストリップの溶接にも広く使用されています。ビームの改善により、溶接スポットを小さくすることもできます。品質。反射率の高いアルミニウム、銅、および狭帯域のバッテリーストリップの溶接には、独自の利点があります。
4.パワーバッテリーシェルとカバープレートのシール溶接
パワーバッテリーのシェル材料はアルミニウム合金とステンレス鋼であり、その中でアルミニウム合金が最も使用されており、一般的には3003アルミニウム合金であり、純粋なアルミニウムを使用しているものもあります。ステンレス鋼は、レーザー溶接性に最適な材料です。特に304ステンレス鋼は、パルスレーザーでも連続レーザーでも、優れた外観と性能の溶接を実現できます。
アルミニウムおよびアルミニウム合金のレーザー溶接性能は、使用する溶接方法によってわずかに異なります。純アルミニウムと3シリーズのアルミニウム合金を除いて、パルス溶接と連続溶接に問題はありません。他のシリーズのアルミニウム合金の場合、亀裂の影響を受けにくいようにするには、連続レーザー溶接が最適です。同時に、パワーバッテリーケーシングの厚さに応じて適切な出力のレーザーを選択します。一般に、ケーシングの厚さが1mm未満の場合は、1000W以内のシングルモードレーザーとシングルモードレーザーを検討できます。または、厚さが1mmを超える場合は、1000Wを超えるマルチモードレーザーを使用する必要があります。
小容量のリチウム電池は、比較的薄いアルミニウムシェル(厚さ約0.25mm)を使用することが多く、18650やその他のスチールシェルもあります。シェルの厚さのために、そのようなバッテリーの溶接は一般的に低出力レーザーを使用します。連続レーザーを使用して薄肉リチウム電池を溶接すると、効率が5〜10倍向上し、外観とシール性能が向上します。したがって、この応用分野ではパルスレーザーを徐々に置き換える傾向があります。
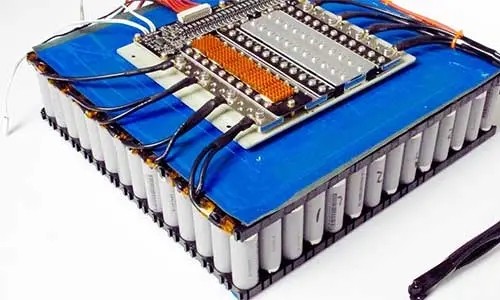
5.パワーバッテリーモジュールとパック溶接
パワーバッテリー間の直並列接続は、通常、接続部品と単一バッテリーを溶接することによって行われます。正極と負極は異なる材料で作られています。一般に、銅とアルミニウムの2種類の材料があります。銅とアルミニウムはレーザー溶接されて脆い化合物を形成するため、使用要件を満たすことは不可能です。超音波溶接に加えて、銅と銅、アルミニウムとアルミニウムは一般にレーザー溶接されます。同時に、銅とアルミニウムの熱伝達が速く、レーザーへの反射率が高いため、接続部品の厚さが比較的厚いため、溶接を行うにはより高出力のレーザーを使用する必要があります。
レーザー溶接リチウム電池の特徴
リチウム電池セルの製造から電池パックのグループ化まで、溶接は非常に重要な製造プロセスです。リチウム電池の導電性、強度、気密性、金属疲労、耐食性は、電池の溶接品質の典型的な評価基準です。溶接方法と溶接プロセスの選択は、バッテリーのコスト、品質、安全性、一貫性に直接影響します。レーザー溶接は、安全で信頼性の高い溶接、精密技術、および環境保護の利点により、多くの溶接作業の最初の選択肢になっています。
あなたも興味があるかもしれません:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
